The Evolution and Impact of Dry Medical Film in Modern Diagnostics
The landscape of medical imaging has undergone a transformative shift over the past decades, moving from traditional wet-chemical processing to advanced digital and dry medical film solutions. This evolution is driven by an increasing demand for efficiency, environmental responsibility, and superior diagnostic accuracy in healthcare facilities worldwide. Dry medical film, unlike its conventional counterparts, utilizes thermal printing technology, eliminating the need for darkrooms, processing chemicals, and complex waste management systems. This technological leap significantly reduces operational costs, enhances workflow, and minimizes environmental footprints, aligning with global sustainability initiatives. For B2B stakeholders in the healthcare sector, understanding this paradigm shift is crucial, as it directly impacts equipment procurement, facility design, and compliance with stringent environmental regulations. The adoption of dry imaging film reflects a broader industry trend towards integrated digital solutions, where diagnostic images are seamlessly produced, viewed, archived, and shared within Picture Archiving and Communication Systems (PACS) and Hospital Information Systems (HIS). This integration ensures faster diagnosis, improved patient throughput, and ultimately, better patient care, positioning dry medical film as an indispensable component of modern radiology departments. Lucky Medical Dry Film Kx410 exemplifies this advancement, offering a high-performance solution tailored to these contemporary demands.

The market for medical dry film continues to expand, propelled by several key industry trends. Firstly, there is a sustained drive towards cost reduction in healthcare, where the elimination of chemical expenditures and reduced maintenance for processing equipment offers significant long-term savings. Secondly, environmental concerns are paramount, with healthcare organizations increasingly adopting ‘green’ initiatives to mitigate their ecological impact; dry film technology aligns perfectly with these goals by removing hazardous chemical waste. Thirdly, the push for enhanced image quality and diagnostic reliability demands films that can consistently deliver high-resolution images with optimal density characteristics. These films are engineered to integrate seamlessly with various medical imaging modalities, including Computed Tomography (CT), Magnetic Resonance Imaging (MRI), Digital Radiography (DR), and Ultrasound systems, ensuring versatile applicability across diverse clinical needs. Furthermore, the global shift towards digital healthcare infrastructure necessitates components that can bridge the gap between image acquisition and digital archiving, maintaining image integrity while facilitating rapid access. Manufacturers like Lucky International are at the forefront of this innovation, developing products such as Lucky Medical Dry Film Kx410 that not only meet but exceed these evolving industry benchmarks, providing unparalleled clarity and archival stability essential for critical diagnostic decisions. This product serves as a testament to the advancements in dry imaging technology, ensuring reliable performance and eco-friendliness.
Deciphering the Advanced Manufacturing Process of Dry Medical Film
The sophisticated manufacturing process behind dry imaging film is a marvel of material science and precision engineering, designed to produce a product capable of rendering highly detailed diagnostic images without chemical development. At its core, a typical dry medical film comprises multiple meticulously engineered layers, each contributing to its overall performance. The foundation is often a high-quality polyethylene terephthalate (PET) base, selected for its dimensional stability, transparency, and mechanical strength. This base layer provides the structural integrity of the film. Above the base, a specialized thermal imaging layer is coated. This layer contains thermosensitive compounds, typically silver behenate or other organic silver salts, which undergo a chemical reaction when heated by a thermal print head. This reaction forms an image without the need for traditional silver halide processing. Critical to the success of this process is the precise coating technique, often involving slot die coating or curtain coating, which ensures uniform thickness and consistent distribution of the active compounds across the entire film surface. Following the coating, the film undergoes a controlled drying process to remove solvents and set the layers, preventing defects and ensuring optimal thermal sensitivity.
Further layers are added to enhance the film’s properties and ensure its longevity and usability. A protective overcoat, usually a clear polymer, is applied to safeguard the imaging layer from physical damage, scratches, and environmental factors like humidity and UV light, significantly extending the film’s usable lifespan. An anti-halation layer might also be incorporated to prevent light scattering within the film, which could degrade image sharpness and contrast. Rigorous quality control measures are integrated at every stage of the manufacturing process. This includes inline inspection systems that monitor layer thickness, coating uniformity, and defect detection. Post-production, each batch of dry medical film undergoes stringent testing against international standards such as ISO 13485 (for Medical Devices Quality Management Systems), and specific ASTM or ANSI standards relevant to photographic and imaging materials. These tests evaluate critical parameters like Dmax (maximum optical density), Dmin (minimum optical density), resolution, thermal sensitivity, and archival stability, ensuring that the film consistently delivers diagnostic-grade images. The film is then precisely slit into various standard sizes and packaged in light-tight, environmentally controlled conditions to preserve its integrity until use, ready for deployment in diverse medical imaging environments, from large hospitals to outpatient clinics.
Key Technical Parameters and Performance Metrics of Lucky Medical Dry Film Kx410
For B2B decision-makers and technical personnel, understanding the precise technical parameters of a medical dry imaging film is paramount to ensuring optimal diagnostic output and seamless integration with existing imaging systems. Key performance indicators for films like Lucky Medical Dry Film Kx410 include Dmax (maximum optical density) and Dmin (minimum optical density). Dmax represents the darkest possible area the film can render, crucial for visualizing subtle pathologies, while Dmin indicates the film’s clarity in unexposed areas, ensuring proper contrast and minimal background fog. High Dmax and low Dmin values are indicative of a film with superior contrast and image detail. Another critical parameter is spectral sensitivity, which describes the film’s responsiveness to different wavelengths of light or thermal energy. For dry films, this relates to the specific thermal output of the printer head, ensuring efficient and accurate image formation. Resolution, often measured in line pairs per millimeter (lp/mm), quantifies the film’s ability to distinguish fine details, directly impacting the clarity of intricate anatomical structures.

The thermal sensitivity of the dry medical film dictates the energy required for image formation, influencing print speed and printer compatibility. Films with optimal thermal sensitivity ensure rapid image output without compromising quality. Furthermore, the shelf life and archival stability are vital considerations for long-term record-keeping and regulatory compliance. A high-quality dry film should maintain its image integrity and diagnostic quality for many years when stored under recommended conditions, resisting degradation from light, heat, and humidity. Lucky Medical Dry Film Kx410 is engineered to excel in these areas, offering high Dmax and low Dmin values, excellent resolution for precise diagnostics, and robust archival properties. Its advanced thermal chemistry ensures compatibility with leading dry laser imagers and thermal printers, facilitating smooth integration into diverse healthcare environments. These precise specifications not only guarantee superior diagnostic images but also contribute to the overall efficiency and reliability of radiology departments, making it a strategic investment for any healthcare provider focused on elevating patient care and operational excellence.
Lucky Medical Dry Film Kx410: Key Technical Specifications
| Parameter | Specification (Lucky Medical Dry Film Kx410) | Diagnostic Impact |
|---|---|---|
| Film Base Material | High-quality PET | Ensures dimensional stability and durability. |
| Maximum Optical Density (Dmax) | ≥ 3.0 | Enables visualization of subtle details in dense anatomical areas. |
| Minimum Optical Density (Dmin / Base + Fog) | ≤ 0.16 | Ensures clear, low-fog background for optimal contrast. |
| Spectral Sensitivity | Optimal for 810nm-820nm thermal imager output | Guarantees compatibility and efficient printing with dry laser imagers. |
| Resolution | ≥ 6.0 lp/mm | Provides sharp, highly detailed images essential for accurate diagnosis. |
| Processing Temperature | Optimal 43°C – 46°C (Printer dependent) | Ensures stable and consistent image output across various thermal printers. |
| Storage Conditions (Unexposed) | 10-25°C, 30-65% RH, away from light/heat | Maximizes shelf life and prevents premature degradation. |
| Archival Life | > 10 years (under recommended conditions) | Complies with long-term patient record requirements. |
Versatile Application Scenarios and Distinct Advantages of Dry Medical Film
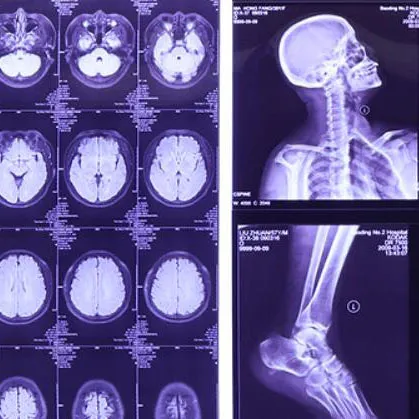
The widespread adoption of dry medical film across various medical imaging modalities underscores its versatility and distinct advantages over traditional wet-processed film. In diagnostic radiography, including general X-ray and computed radiography (CR) systems, dry film provides instant, high-quality prints for immediate review or as a physical record. For advanced imaging techniques such as Computed Tomography (CT) and Magnetic Resonance Imaging (MRI), where image detail and contrast are paramount for accurate diagnosis of complex conditions, dry film offers the necessary resolution and density range to faithfully represent digital data. Furthermore, in specialized fields like Mammography, where even the smallest micro-calcifications need to be clearly visible, the high resolution and stable Dmax of films like Lucky Medical Dry Film Kx410 are indispensable. It also finds significant use in Ultrasound departments, Nuclear Medicine, and even Dental X-ray applications, serving as a reliable medium for printing diagnostic images that can be easily reviewed by clinicians or provided to patients. The ability to produce a physical copy quickly and cleanly is a crucial advantage, particularly in settings where digital viewing might be limited or where a tangible reference is preferred for inter-departmental consultations or patient education.
The advantages of utilizing dry imaging film extend far beyond mere image production. Firstly, the elimination of chemical processors translates into significant cost savings for healthcare facilities, reducing expenses related to chemical purchase, disposal, and the maintenance of complex processing machinery. This streamlined workflow also reduces equipment downtime, enhancing operational efficiency. Secondly, the environmental benefits are substantial. By removing hazardous chemicals from the imaging process, hospitals can reduce their ecological footprint, avoid compliance issues associated with chemical waste, and contribute to a healthier planet. This aligns with increasingly stringent environmental regulations and corporate social responsibility initiatives. Thirdly, the space-saving aspect is noteworthy; without the need for dedicated darkrooms and large processors, valuable clinical space can be reallocated for patient care or other essential services. Lastly, the inherent simplicity of dry film printing, characterized by its plug-and-play compatibility with various dry laser imagers and the absence of development variables, leads to consistent image quality and reduces the potential for human error. For instance, Lucky Medical Dry Film Kx410 is designed for optimal performance and integration, contributing to faster diagnosis, improved patient throughput, and a safer, more efficient imaging environment, cementing its role as a cornerstone of modern diagnostic radiology.
Manufacturer Comparison and Tailored Solutions for Medical Imaging Needs
The global market for dry medical film is competitive, featuring several key players, each with unique strengths. When evaluating manufacturers, B2B purchasers must consider not only the technical specifications of the film but also the vendor’s reputation for quality, consistency, supply chain reliability, and customer support. While some established brands offer a wide range of imaging solutions, emerging innovators often provide specialized products with competitive advantages in specific areas such as eco-friendliness, cost-effectiveness, or superior image fidelity for particular modalities. Lucky International, with its Lucky Medical Dry Film Kx410, stands out by balancing high-quality imaging performance with excellent value, making it an attractive option for healthcare providers seeking to optimize their imaging budget without compromising diagnostic standards. Our commitment to rigorous quality control, adherence to international standards like ISO 9001 and ISO 13485, and a focus on continuous product improvement ensure that Kx410 consistently delivers reliable and precise diagnostic prints, differentiating us in a crowded marketplace. We pride ourselves on the consistency of our product batches, which minimizes calibration efforts for imaging departments and ensures predictable results every time, a crucial factor for high-volume diagnostic centers.
Beyond standard product offerings, the ability to provide customized solutions is a significant advantage in the B2B medical imaging sector. Healthcare facilities often have specific requirements related to film size, packaging, or even unique spectral sensitivities to optimize performance with specialized imaging equipment. Lucky International offers flexible manufacturing capabilities to meet such bespoke needs, collaborating closely with clients to develop tailored dry medical film solutions that integrate seamlessly into their unique operational workflows. This includes producing films in non-standard dimensions, providing OEM branding options, or adjusting film properties for specific thermal printer models to achieve peak performance. Our technical team works directly with clients to understand their precise demands, offering expert consultation and support throughout the customization process, from initial concept to final production. This approach not only ensures a perfect fit for the client’s existing infrastructure but also establishes a long-term partnership built on trust and mutual success. This dedication to flexible solutions and client-centric service further reinforces Lucky International’s position as a reliable and responsive partner in the highly specialized field of medical imaging consumables.
Comparative Analysis: Leading Medical Dry Films
| Feature/Parameter | Lucky Medical Dry Film Kx410 | Competitor A (Generic) | Competitor B (Generic) |
|---|---|---|---|
| Dmax (Max. Optical Density) | ≥ 3.0 | ~2.8 – 3.0 | ~2.9 – 3.1 |
| Dmin (Min. Optical Density) | ≤ 0.16 | ~0.15 – 0.18 | ~0.16 – 0.19 |
| Resolution (lp/mm) | ≥ 6.0 | ~5.0 – 6.0 | ~5.5 – 6.5 |
| Environmental Impact | Chemical-free, reduced waste | Chemical-free, reduced waste | Chemical-free, reduced waste |
| Printer Compatibility | Wide range of thermal imagers (810-820nm) | Specific brand compatibility | Specific brand compatibility |
| Cost-effectiveness | High value, lower operational cost | Medium to high | Medium to high |
Real-World Impact: Case Studies and Enhanced Clinical Workflows with Dry Medical Film
The tangible benefits of adopting lucky medical dry film solutions are best illustrated through their impact on real-world clinical operations and patient care. Consider a large urban hospital, previously reliant on traditional wet-processing for its X-ray department. The daily consumption of developer and fixer chemicals necessitated significant procurement, storage, and hazardous waste disposal protocols, leading to substantial recurring costs and complex logistical challenges. Furthermore, the processing time for each film added minutes to patient waiting times and created bottlenecks in a high-volume diagnostic environment. By transitioning to a dry medical film system, the hospital completely eliminated chemical handling, resulting in immediate cost savings on consumables and waste management. The rapid image output of dry film printers drastically reduced patient turnaround times, allowing for more efficient scheduling and an increased number of daily examinations. This improvement in workflow directly translated into enhanced patient satisfaction and optimized resource allocation within the radiology department, demonstrating a clear return on investment. The clean, quiet operation of dry film printers also contributed to a more pleasant working environment for technologists and a safer space for patients.
Another compelling example involves a specialized oncology center that requires highly precise and consistent images for tracking tumor progression and treatment efficacy across modalities like CT and MRI. In their previous setup, inconsistencies in chemical processing could occasionally lead to variations in image density or contrast, requiring retakes and potentially delaying critical diagnostic decisions. By implementing a high-performance dry medical film like Lucky Medical Dry Film Kx410, the center achieved unparalleled image consistency. The thermal printing technology, combined with the film’s stable Dmax and Dmin characteristics, ensured that every print exhibited the same diagnostic quality, regardless of printer calibration or environmental factors. This reliability reduced the need for costly retakes, improved diagnostic confidence among radiologists, and ensured that treatment plans were based on the most accurate visual data possible. The long-term archival stability of the dry film also proved invaluable for longitudinal studies and legal compliance, allowing easy retrieval of patient records spanning many years. These application cases underscore how advanced dry film technology not only streamlines operations and reduces costs but also directly enhances the quality and reliability of medical diagnostics, providing a robust solution for diverse healthcare needs globally.
Trust and Support: FAQs, Delivery, and Warranty for Dry Medical Film Solutions
Building trust with B2B clients in the medical imaging sector goes beyond delivering high-quality products; it encompasses comprehensive support, clear communication, and robust guarantees. At Lucky International, we understand that reliability and responsiveness are paramount for healthcare operations. To address common inquiries and ensure transparency, we offer a dedicated FAQ section that covers typical questions regarding dry medical film usage, storage, compatibility, and disposal. For instance, questions often arise about the optimal storage conditions (typically 10-25°C, 30-65% RH, away from direct light and heat) to maximize shelf life, or the specific printer models with which Lucky Medical Dry Film Kx410 is compatible (most dry laser imagers operating at 810-820nm). We also provide clear guidance on proper handling to prevent static marks or scratches, and environmentally responsible disposal methods for spent films. Our commitment extends to providing detailed technical specifications and data sheets, empowering our clients with the information they need to make informed procurement decisions and optimize their imaging workflows, ensuring maximum uptime for their critical diagnostic equipment.

Understanding the critical nature of medical supplies, Lucky International maintains highly efficient logistics and a transparent delivery cycle. Typically, standard orders for dry medical film are processed and dispatched within 3-5 business days, with expedited shipping options available for urgent requirements. We work with trusted global freight partners to ensure timely and secure delivery to your facility, providing tracking information for full transparency. Beyond delivery, our products are backed by a comprehensive warranty that covers manufacturing defects and ensures the film meets its stated performance parameters under recommended storage and usage conditions. This warranty period, typically 12-18 months from the manufacturing date for unexposed film, provides peace of mind to our clients. Our dedicated customer support team is readily available to assist with any technical queries, troubleshooting, or post-sales assistance, ensuring that any issues are resolved promptly and efficiently. This holistic approach, combining high-quality products, robust technical information, reliable delivery, and steadfast after-sales support, underlines our unwavering commitment to client satisfaction and strengthens the trustworthiness of Lucky Medical Dry Film Kx410 as a preferred choice in the medical imaging industry.
Frequently Asked Questions (FAQs)
- Q: What is the optimal storage temperature for Lucky Medical Dry Film Kx410?
A: Unexposed film should be stored between 10-25°C (50-77°F) with relative humidity between 30-65% to maintain quality and extend shelf life. - Q: Is Lucky Medical Dry Film Kx410 compatible with all dry laser imagers?
A: It is optimally designed for dry laser imagers that utilize a thermal print head with a wavelength output of 810-820nm, which includes most major imager brands. - Q: How does dry medical film contribute to environmental sustainability?
A: By eliminating the need for wet chemical processing, it removes hazardous chemical waste, reduces water consumption, and simplifies waste disposal, significantly lowering environmental impact. - Q: What is the expected archival life of images printed on Lucky Medical Dry Film Kx410?
A: When stored under recommended conditions, images are expected to remain diagnostically useful for over 10 years, complying with most medical record retention guidelines.
Conclusion and Future Outlook for Dry Medical Film Technology
In summary, dry medical film represents a cornerstone technology in modern diagnostic imaging, offering an indispensable blend of superior image quality, operational efficiency, and environmental responsibility. From its sophisticated multi-layered manufacturing process, ensuring precise thermal imaging and robust archival stability, to its versatile applications across various medical modalities including X-ray, CT, MRI, and Mammography, dry film consistently delivers reliable and high-resolution diagnostic prints. The significant advantages, such as the elimination of hazardous chemical waste, reduced operational costs, and streamlined workflows, position dry film as a strategic investment for healthcare providers aiming to optimize their imaging departments. Products like Lucky Medical Dry Film Kx410 embody these advancements, showcasing a commitment to technical excellence and user-centric design. As healthcare continues its rapid digitalization, the role of reliable physical outputs remains crucial for clinical review, patient consultation, and legal documentation, ensuring that dry film technology will continue to be a vital component bridging the gap between digital acquisition and tangible diagnostic records.
Looking ahead, the future of dry medical film will likely involve further enhancements in image resolution, increased thermal sensitivity for even faster printing speeds, and continued development of more sustainable film materials and packaging solutions. Integration with advanced AI-powered imaging analysis systems may also lead to new applications where a high-quality physical print serves as a critical reference point for complex diagnoses. Manufacturers will continue to focus on improving the long-term archival properties of these films while also exploring innovative ways to reduce overall cost of ownership for healthcare facilities. Lucky International is dedicated to remaining at the forefront of these innovations, continuously researching and developing solutions that anticipate the evolving needs of the global medical imaging community. Our long-standing expertise in this field, combined with a forward-looking approach, ensures that Lucky Medical Dry Film Kx410 and future product iterations will continue to set industry benchmarks, supporting superior patient care and operational excellence worldwide.
References
- International Organization for Standardization. ISO 13485:2016 Medical devices – Quality management systems – Requirements for regulatory purposes.
- American Society for Testing and Materials. ASTM F1960-18: Standard Practice for Use of Medical Dry Film.
- Medical Imaging and Technology Alliance (MITA). DICOM Standard PS3.1-2023: Digital Imaging and Communications in Medicine.
- Radiological Society of North America (RSNA). Trends in Digital Radiography and Filmless Imaging.
Solar Backsheet After years of meticulous planning, site selection, and collaborative efforts, the groundbreaking ceremony for the film stock factory took place on July 1, 1958, in the western suburbs of Baoding, Hebei Province.solar backsheet manufacturer This strategic location combined logistical advantages with access to skilled labor,photo paper marking the dawn of China’s self-reliance in photographic materials.photo paper roll priceOur Philosophy Guided by the principle “Integrity as Foundation, Service as Priority,” Lucky Group remains committed to fostering win-win partnerships.x ray film for sale We invite visionary collaborators to join us in shaping the future of imaging and advanced materials.x ray film|super blog